Ремонт блока цилиндров, поршней, шатунов и промвала ЗМЗ-40906
Опубликовано: 02.09.2018
Блок цилиндров двигателя ЗМЗ-40906 с пробоинами на стенках цилиндров, с трещинами на верхней плоскости блока и на ребрах, поддерживающих коренные подшипники, с пробоинами на водяной рубашке и картере подлежит выбраковке.
Ремонт блока цилиндров, поршней, шатунов и промежуточного вала двигателя ЗМЗ-40906, комплекты поршень, поршневой палец и поршневые кольца.
Повреждения резьбовых отверстий блока в виде забоин или срыва резьбы менее двух ниток, восстанавливают прогонкой резьбы метчиком номинального размера. Резьбовые отверстия, имеющие износ или срывы резьбы более двух ниток, ремонтируются нарезанием резьбы увеличенного ремонтного размера, постановкой резьбовых ввертышей с последующим нарезанием в них резьбы нормального размера или установкой резьбовых спиральных вставок. Последний способ ремонта наиболее эффективный и менее трудоемкий.
Теория ДВС: Ремонт мотора ЗМЗ-406 (часть 1)
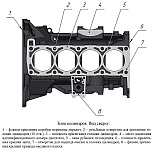
Размеры сопрягаемых деталей блока цилиндров и поршня, кривошипно-шатунного механизма, привода клапанов и промежуточного вала двигателя ЗМЗ-40906.




Ремонт цилиндров двигателя ЗМЗ-40906.
В результате естественного износа цилиндры в блоке двигателя ЗМЗ-40906 приобретают по длине форму неправильного конуса, а по окружности — овала. Наибольшей величины износ достигает в верхней части цилиндров против верхнего компрессионного кольца, при положении поршня в ВМТ, наименьший — в нижней части, при положении поршня в НМТ.
В случае износа и необходимости обработки одного или нескольких дефектных цилиндров под ремонтный размер 96 мм, следует обрабатывать все цилиндры блока до этого размера. Фактический диаметр цилиндров для их обработки определяется исходя из размерной группы нового поршня, предназначенного для работы в данном цилиндре, и зазора 0,036-0,060 мм между поршнем и цилиндром.
Размерные группы поршней и цилиндров блока цилиндров двигателя ЗМЗ-40906.
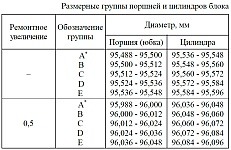
* — На ранних двигателях группы обозначались буквами русского алфавита – «А», «Б», «В», «Г», «Д» соответственно.
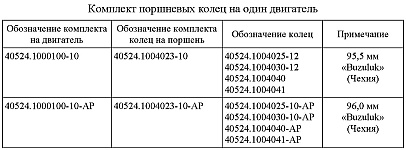
Для ремонта цилиндров двигателя ЗМЗ-40906 выпускаются поршни и поршневые кольца номинального диаметра 95,5 мм и ремонтного диаметра 96,0 мм. Поршневые комплекты с поршнями и кольцами номинального и ремонтного размеров.
Комплект поршневых колец на один двигатель ЗМЗ-40906.
Комплекты поршень и поршневой палец на двигатель ЗМЗ-40906.
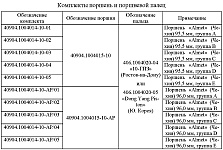
Комплекты поршень, поршневой палец и поршневые кольца на двигатель ЗМЗ-40906.

Ремонт опор промежуточного вала двигателя ЗМЗ-40906.
Ремонт втулок опор промежуточного вала заключается в их замене стандартными или ремонтными, увеличенной толщины, в зависимости от износа посадочных отверстий в блоке цилиндров и последующей расточкой внутреннего отверстия втулок под стандартный или ремонтный размер, в зависимости от износа опорных шеек промежуточного вала. Ремонтные втулки изготовить из антифрикционного сплава: алюминий или бронза. Также следует заменить стандартные втулки на ремонтные при ослаблении их посадки или проворачивании.
Ремонтные втулки опор промежуточного вала двигателя ЗМЗ-40906.
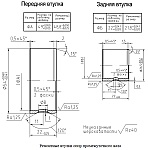
Перед установкой опор промежуточного вала надо демонтировать трубку. При установке ремонтных втулок обеспечить совпадение отверстий масляных каналов. Расточку опор промежуточного вала производить за одну установку для обеспечения соосности. Новую трубку запрессовать с использованием анаэробного герметика, предварительно обезжирив поверхность нанесения герметика. Шейки промежуточного вала шлифуют под ремонтный размер в случае износа, превышающего максимально допустимый.
Ремонт опор привода масляного насоса двигателя ЗМЗ-40906.
В случае износа отверстий под привод масляного насоса более допустимого, отверстия надо расточить до ремонтного размера под ремонтные втулки. Ремонтные втулки изготовить из серого чугуна наружным диаметром 21 +0,062, +0,041 мм и длиной : нижняя — 17 мм, верхняя — 30 мм.
Размеры и зазоры сопрягаемых деталей масляного насоса, редукционного клапана и привода масляного насоса двигателя ЗМЗ-40906.

Запрессовать ремонтные втулки, просверлить в верхней втулке через отверстие с конической резьбой сквозное отверстие для подвода масла диаметром 3,5 мм, входящее в масляную магистраль блока цилиндров, и обработать отверстия во втулках до номинального размера. Обработку посадочных отверстий блока цилиндров под втулки и отверстий втулок производить за одну установку.
Ремонт шатуна двигателя ЗМЗ-40906.
При превышении непараллельности осей отверстий поршневой и кривошипной головок максимально допустимой величины шатун деформирован и подлежит замене. В случае износа отверстия втулки шатуна под палец более допустимого необходимо заменить втулку, выполнить проточку во втулке под масляный канал и обработать отверстие втулки под палец. Перед установкой новой втулки замерить диаметр посадочного отверстия шатуна – при износе отверстия более допустимого шатун браковать.
Контролируемые параметры при ремонте блока цилиндров, поршней, шатунов и промежуточного вала двигателя ЗМЗ-40906.

* — Допуск 0,060 мм разбит на 5 групп по 0,012 мм.
* — Допуск 0,010 мм разбит на 4 размерные группы по 0,0025 мм.Похожие Статьи :
Разделы
» RSS
Категории
Новости
О сайте
ПОПУЛЯРНОЕ
РЕКЛАМА
